加工事例 | 金属加工部品
切削加工
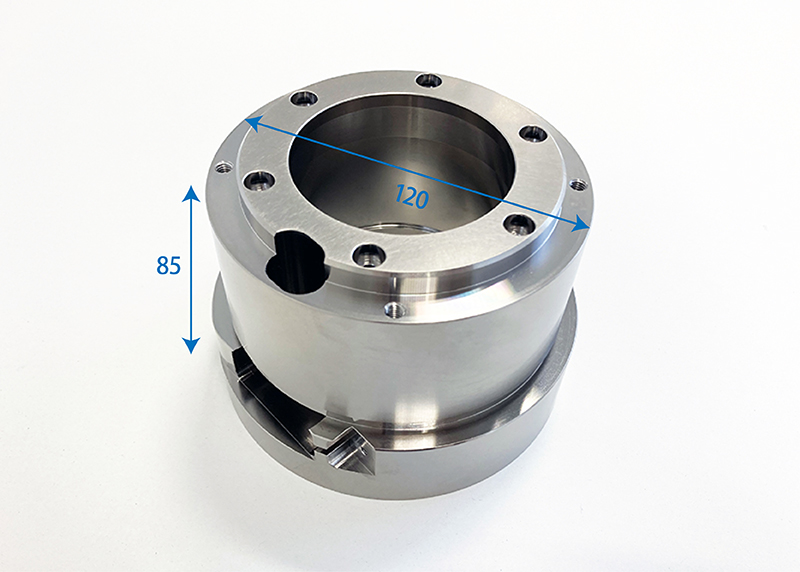
ブラケット
- 外径精度h6(0/-0.019)
- 内外同芯度0.015以内
- 無電解ニッケルメッキ処理
[業界]ロボット
[材質]A6061
[ロット数]100個
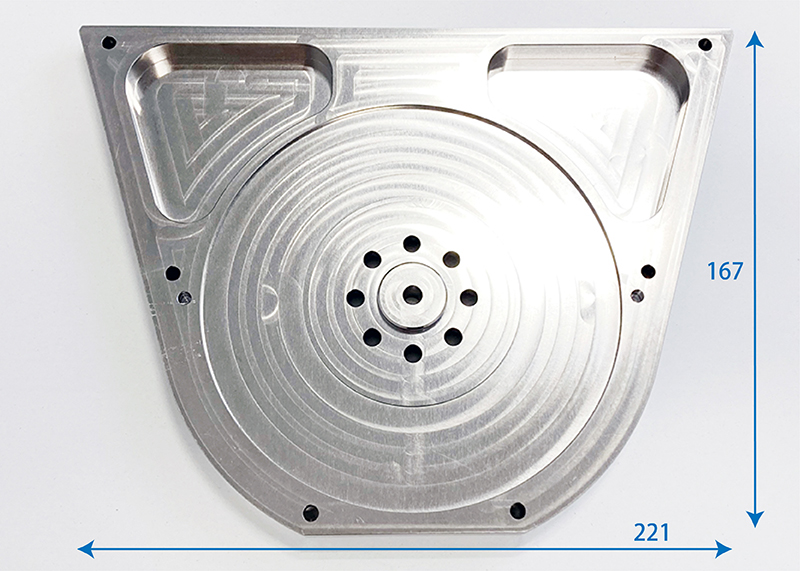
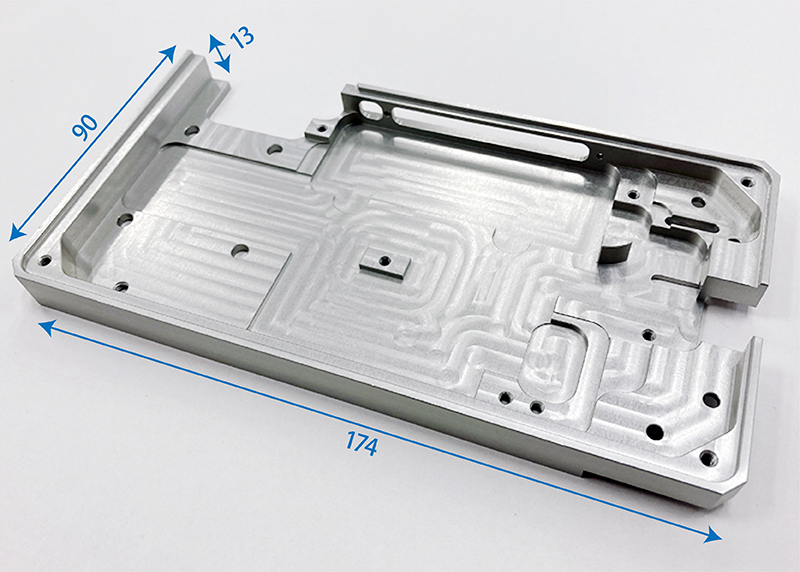
ベース板
- 平面度平行度0.02
- 無電解ニッケルメッキ処理
[業界]ロボット
[材質]A7075P
[ロット]50個
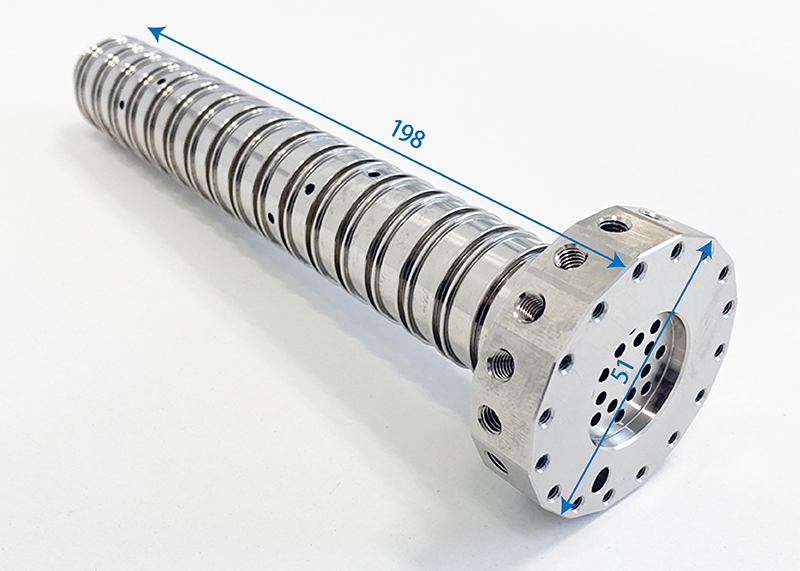
回転ボディ
- Φ2~Φ4深穴加工
- 外径精度20ミクロン
- 無電解ニッケルメッキ
[材質]A2024
[ロット]200個
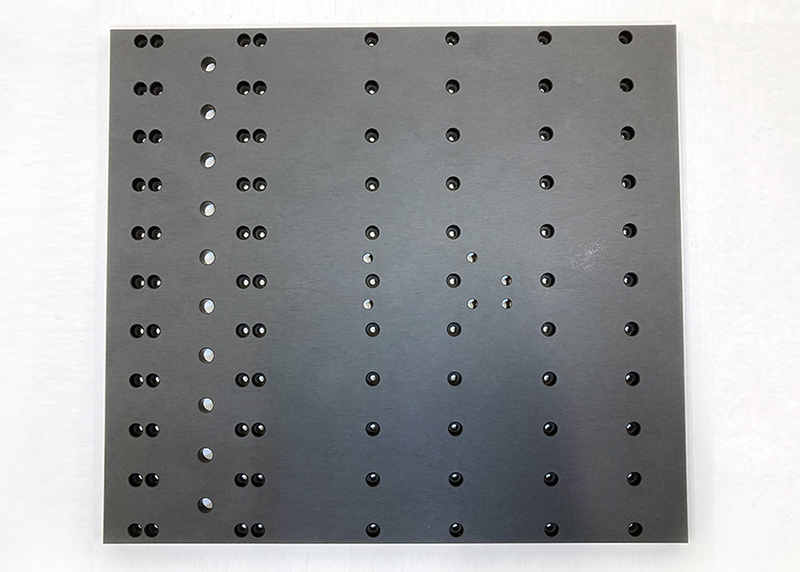
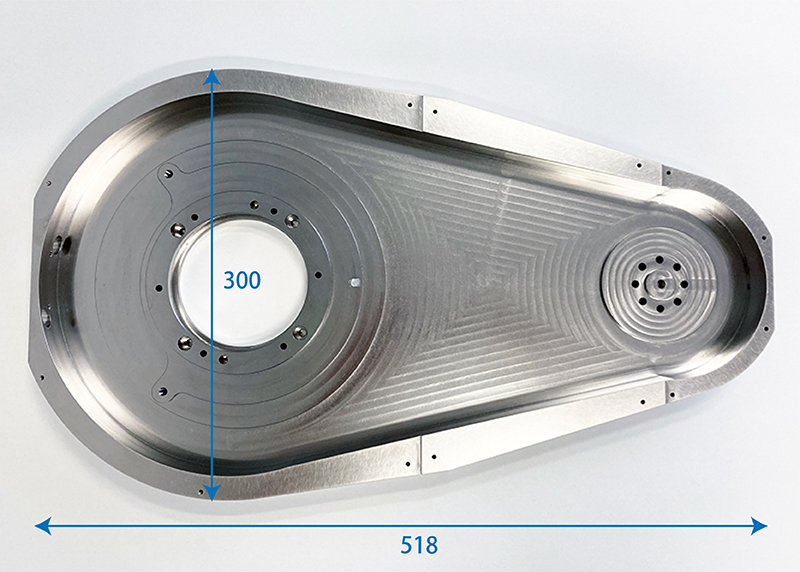
ベース板
- 平面度0.05
- 硬質黒アルマイト処理
[業界]医療
[材質]A6061
[ロット]100個
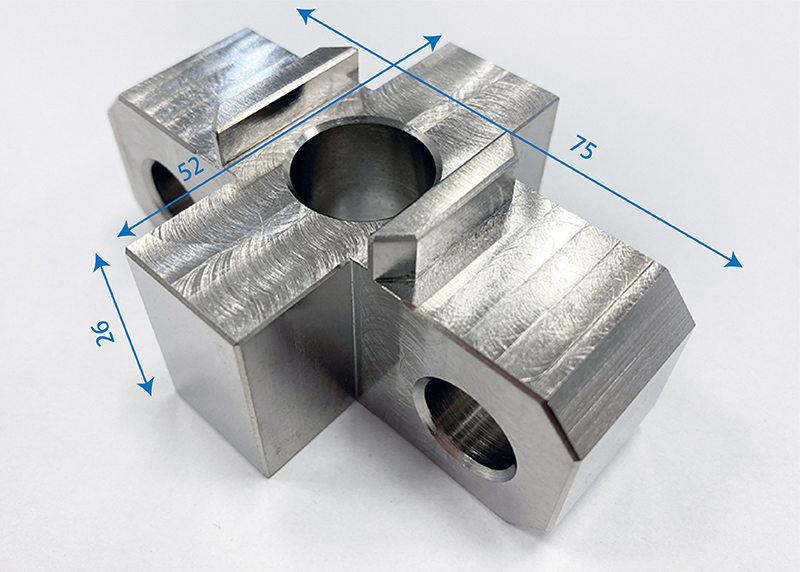
アーム
- 内径精度 +0.02/0
- 底部平面度0.025
- 無電解ニッケルメッキ処理
[業界]ロボット
[材質]A6061
[ロット]30個
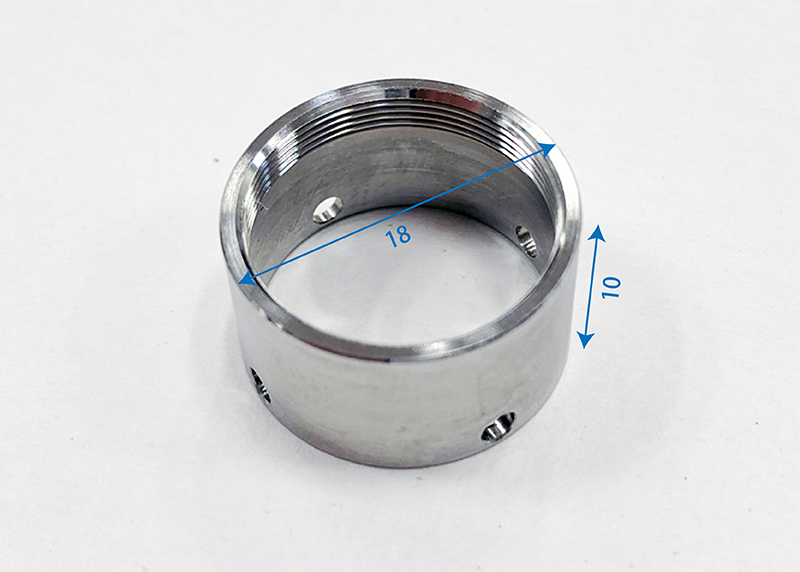
ナット
- 自動旋盤加工
- 内径精度公差+0.03/+0.01
[業界]医療
[材質]SUS304
[ロット]500個
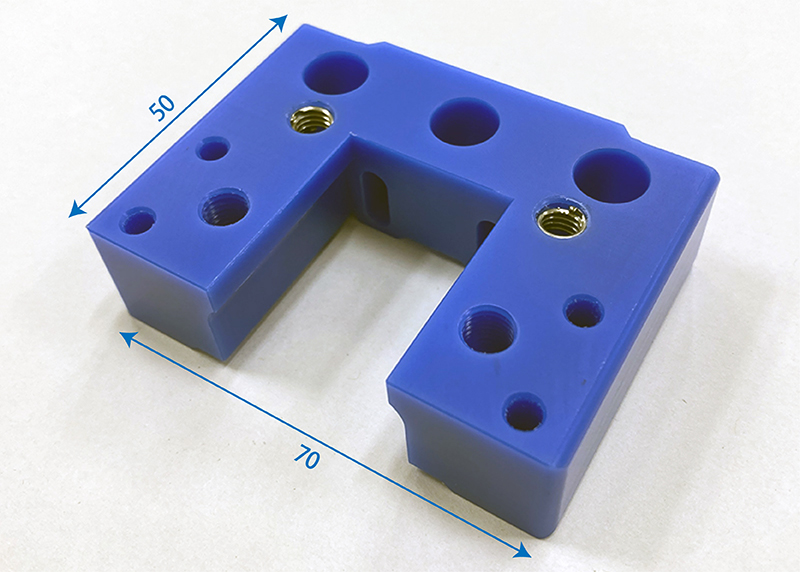
ブロック
- 全切削制作
- ヘリサート挿入
[業界]産業機器
[材質]MCナイロン
[ロット]100個

チタンブロック
- チタン切削加工
- 曲面加工
[業界]産業機器
[材質]チタン
[ロット]100個
ケース
- 全切削加工
- アルマイト処理
[業界]半導体
[材質]A5052
[ロット]90個
ブラケット
- 全切削加工
- 穴精度0/+0.012
- 無電解ニッケル処理
[業界]ロボット
[材質]S45C
[ロット]30個
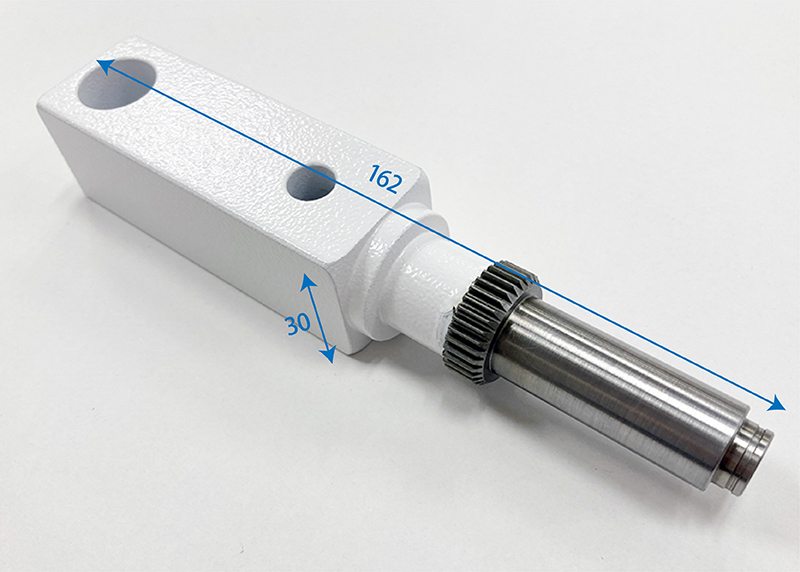
シャフト
- ギアの加工
- 粉体塗装
[業界]医療
[材質]S45C
[ロット]150個

シャフト
- 溶接
- 外径精度公差-0.007/-0.020
- 同心度0.02
[業界]半導体
[材質]SUS304
[ロット]30個
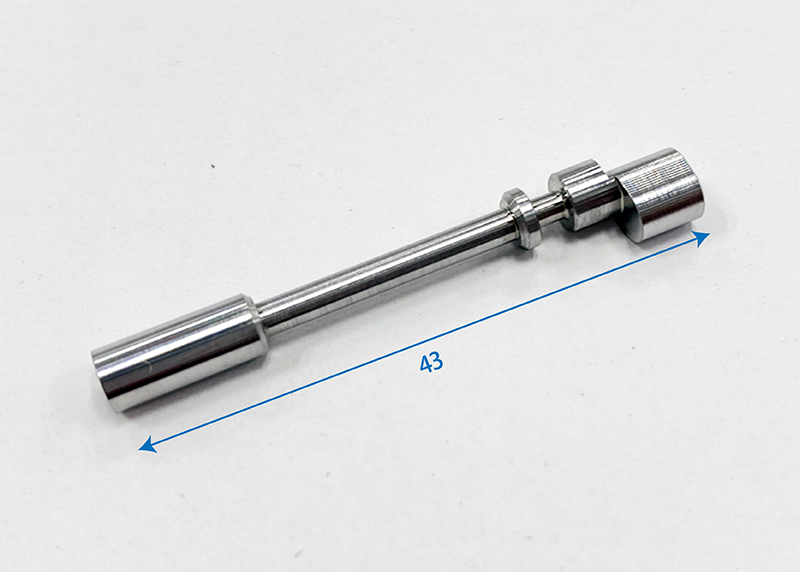
軸
- 自動旋盤加工
- 偏芯形状加工
[業界]医療
[材質]SUS316L
[ロット]200個
ダイカスト+切削加工
ダイカストの利点である起型での大ロット生産品に、部分的に切削加工を付加することで、まとまった数量での高精度部品の量産が可能です。
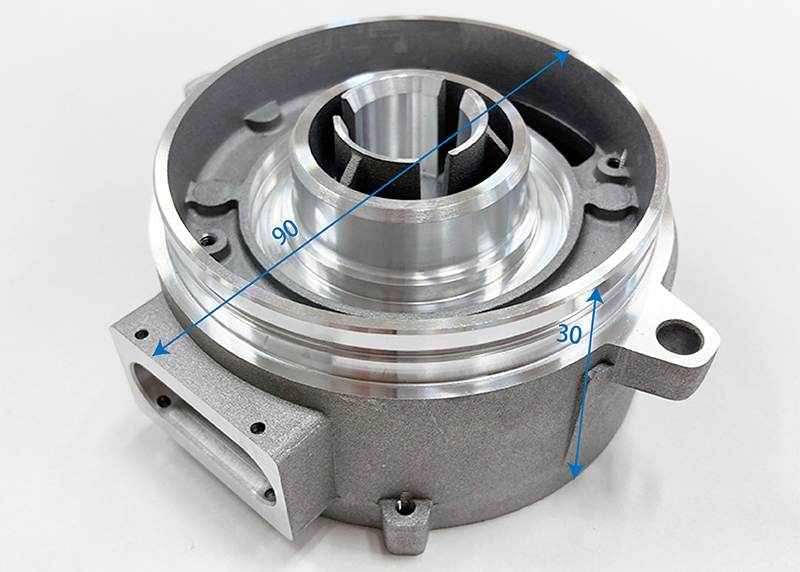
スタンド
- 底面の平面度:0.02
- 上フランジ部分との直角度:0.05
- 上フランジ内側内径:φ26H7(0/+0.021)
- 上フランジ外側内径:φ81H7(0/+0.035)
[分野]減速機
[材質]ADC12

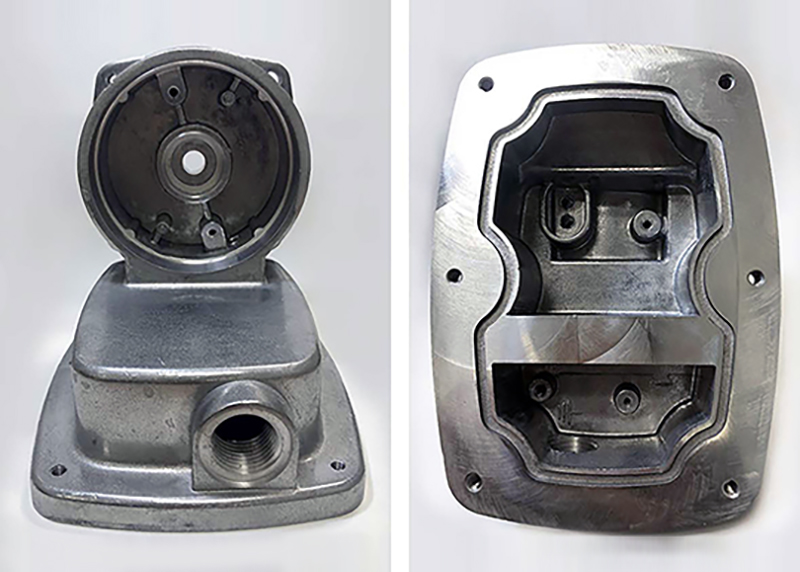
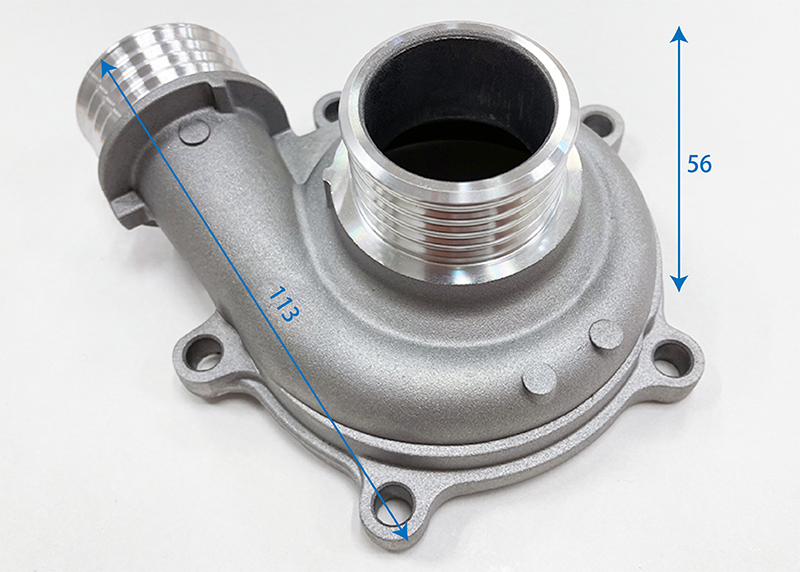
カバー
- 中間部内径(A):φ95H7(0/+0.035)
- 底部内径:φ82H8(0/+0.054)
- 円周外径:φ135g6(-0.014/-0.039)
- (A)を基準とした底部内径と円周外径の同心度:0.05
[分野]減速機
[材質]ADC12
連結管
- ダイカスト+切削加工
[業界]産業機器
[材質]ADC12
[ロット]300個

ブレーキディスク
- ダイカスト+切削加工
- 粉体塗装処理
- リング圧入
[業界]産業機器
[材質]ADC12
[ロット]500個
ブラケット
- ダイカスト+切削加工
[業界]産業機器
[材質]ADC12
[ロット]300個
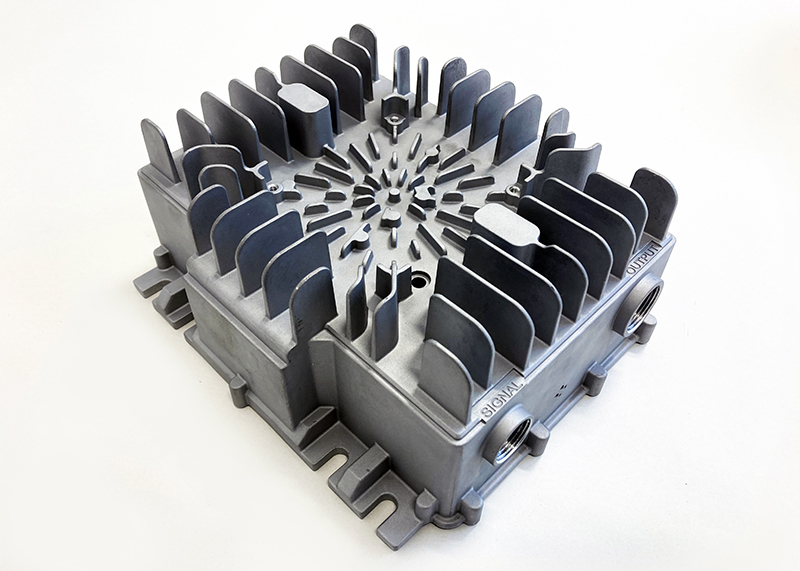
(ダイカスト)
- ダイカスト+切削加工
[業界]産業機器
[材質]ADC
[ロット]300個
板金加工
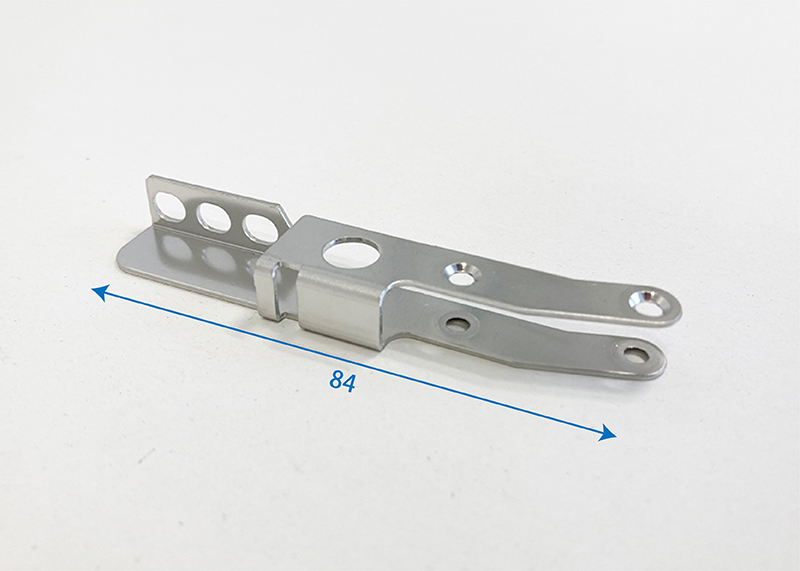
(板金加工)
- プレス加工
[業界]産業機器
[材質]SPCC
[ロット数]300個

(板金加工)
- プレス加工
[業界]産業機器
[材質]ステンレス
[ロット]500個
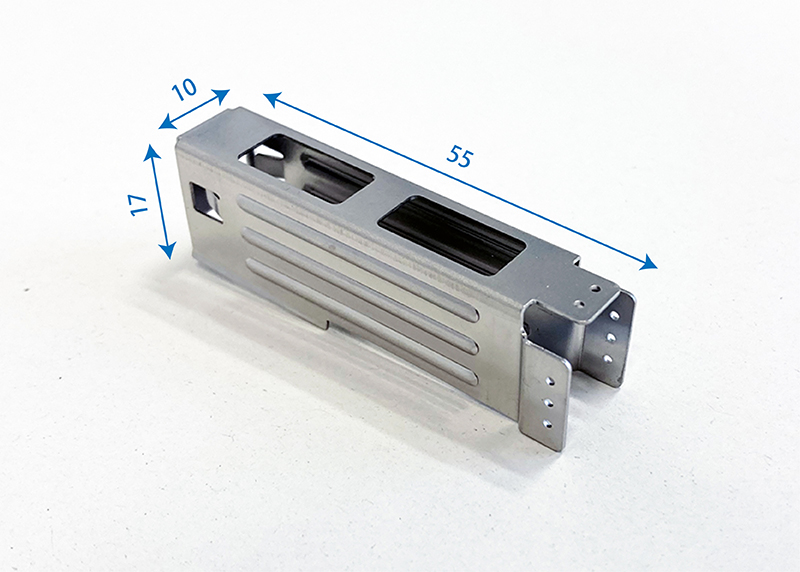
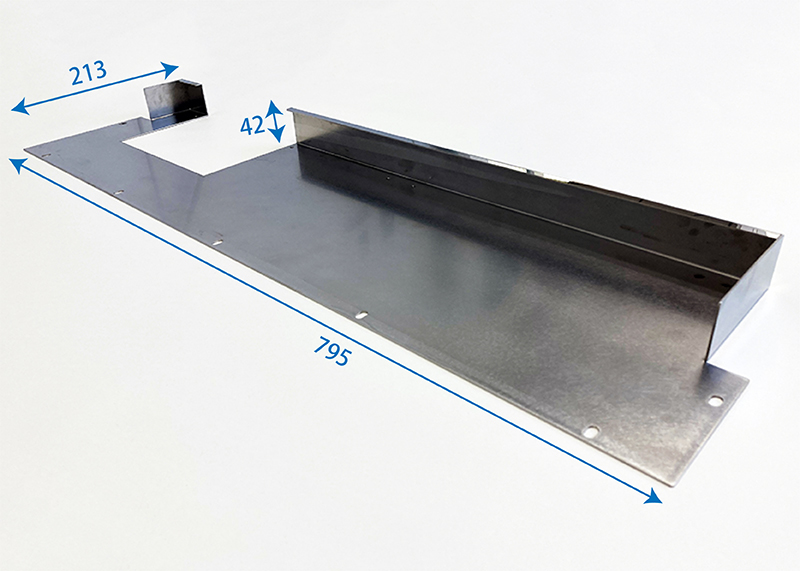
(板金加工)
- レーザー+折り曲げ加工
[業界]産業機器
[材質]SPCC
[ロット数]300個
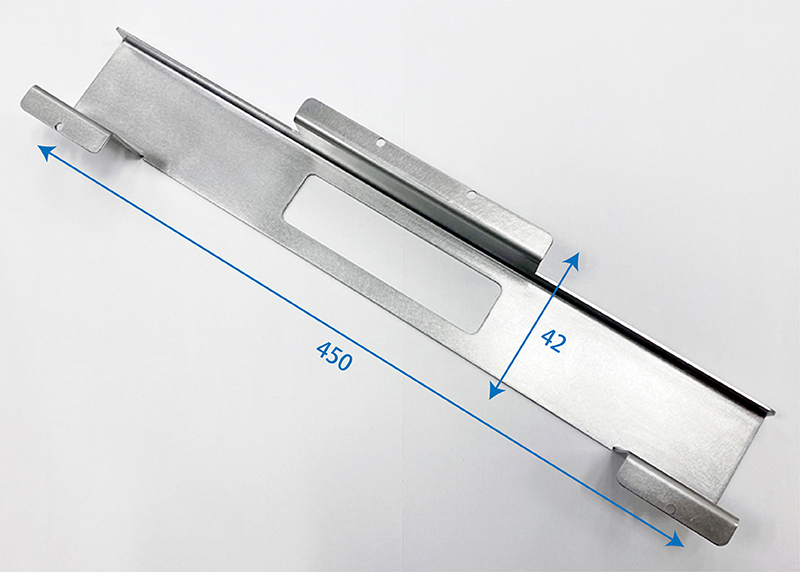
(板金加工)
- 板金加工
[業界]産業機器
[材質]SUS304
[ロット]150個
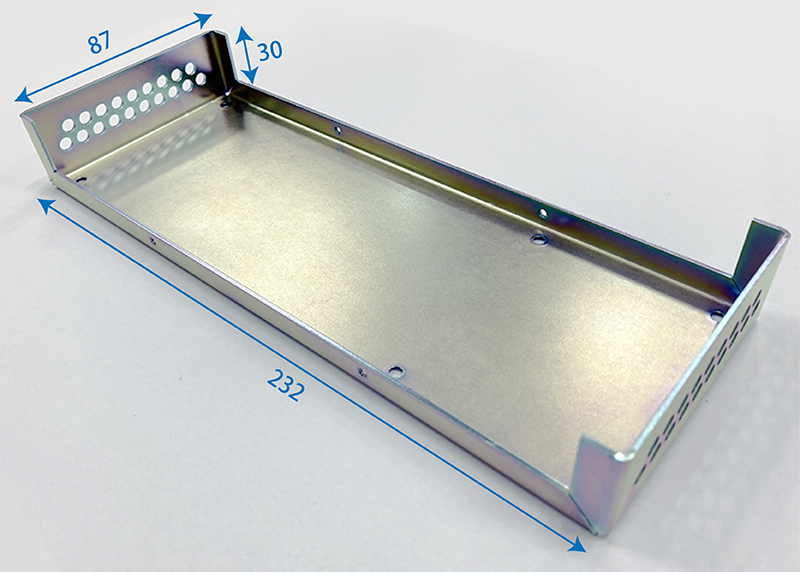
(板金加工)
- 板金加工
[業界]産業機器
[材質]SPCC
[ロット数]50個
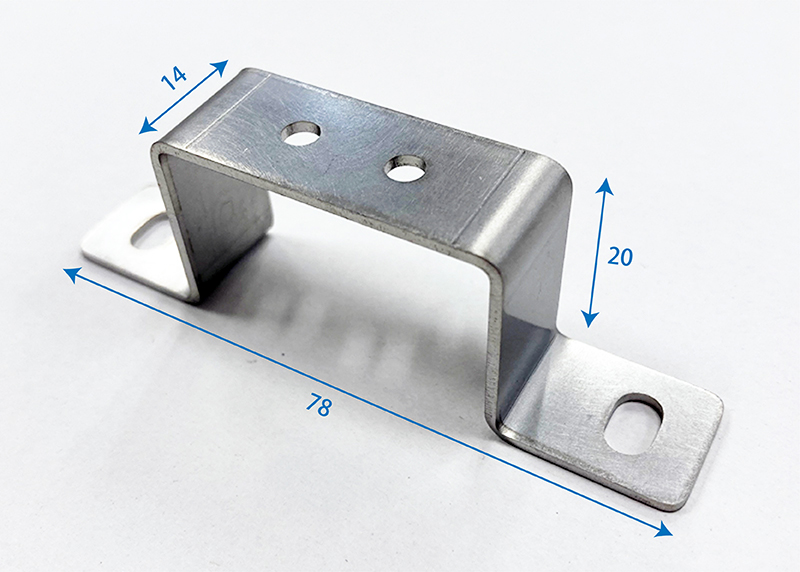
(板金加工)
- 板金加工
[業界]産業機器
[材質]SUS304
[ロット]100個
(板金加工)
- 板金加工
[業界]産業機器
[材質]SUS304
[ロット数]150個
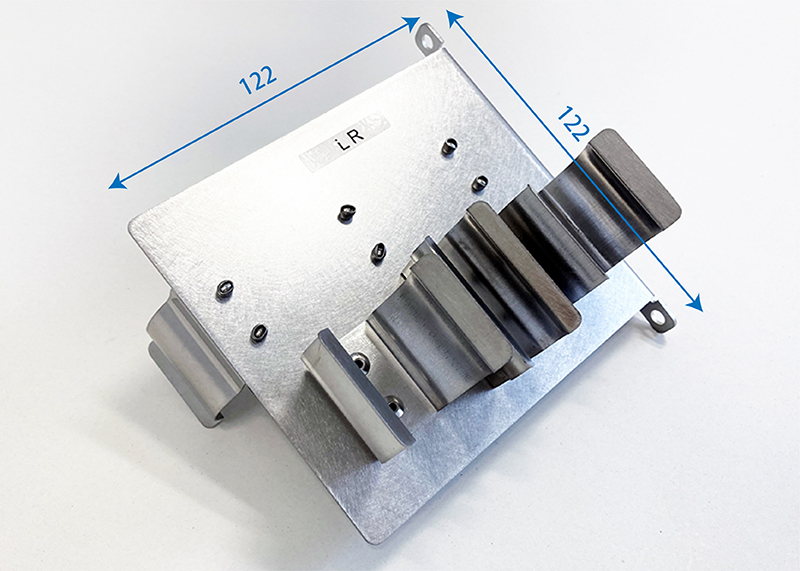
(板金加工)
- レーザー切断、折り曲げ
- R形状部品のプレス加工
- リベット接合
[業界]半導体
[材質]ステンレス
[ロット]200個
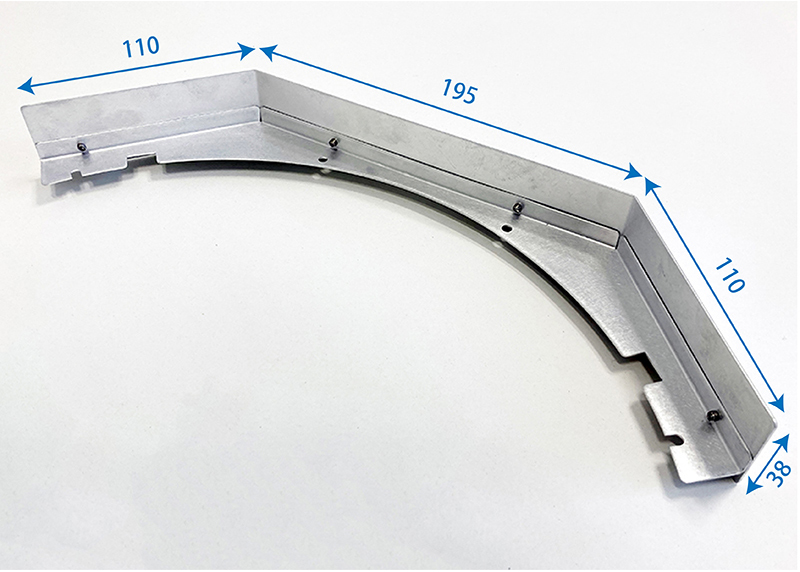
(板金加工)
- レーザー切断、折り曲げ
- リベット接合
[業界]半導体
[材質]アルミ
[ロット数]100個
PDF資料ダウンロード
尾関の機械加工部品について